Abrasive jet, abrasive waterjet, and abrasive slurry jet micro-machining are non-traditional micro-fabrication technologies that utilize high speed jets of microscopic particles to mechanically etch a wide variety of materials without generating heat or otherwise affecting material properties. Since they are of relatively low cost, are environmentally friendly, and have a unique anisotropic etch capability, they show promise for the fabrication of the next generation of 3D components used in MEMS, microfluidics, and micro-fuel cell devices.
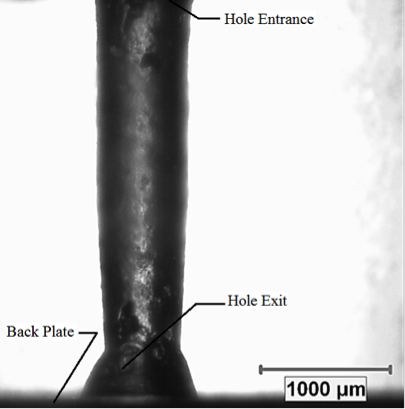
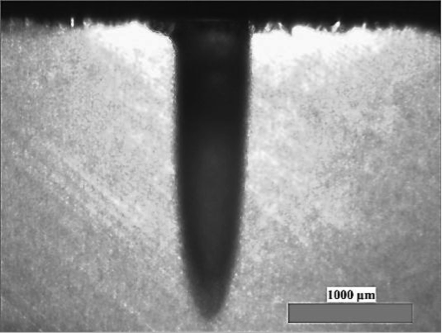
Abrasive jet micro-machining (AJM) utilizes air at 200-400 kPa to accelerate 10-25 μm Al2O3 particles to speeds ~200 m/s which are made to impact on targets which have been patterned with erosion resistant masks . In abrasive slurry jet micro-machining (ASJM) a premixed slurry of water with a low concentration of 5-10 μm Al2O3 particles is pumped at pressures of 2-8 MPa through a sapphire orifice to create a narrow impacting jet (as small as 50 μm) of 50-80 m/s particle, allowing for maskless micro-machining. In abrasive waterjet micro-machining (AWJM), high pressure (100-400 MPa) water is pumped through a small orifice, and mixed with 30-200 μm garnet particles. The resulting jet can be as small as 250 μm, and contains particles travelling at speeds >500 m/s, thus allowing for extremely rapid maskless machining of virtually any material.
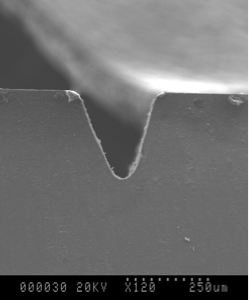
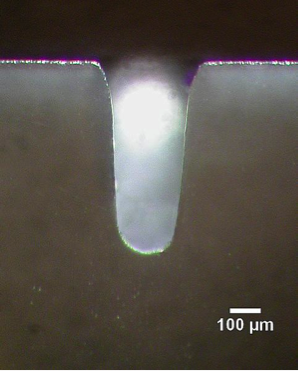
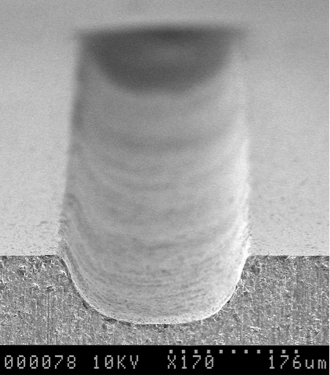
Examples of features machined in our lab using AJM
Some of this work is in collaboration with Dr. Jan Spelt at the Department of Mechanical and Industrial Engineering at the University of Toronto.
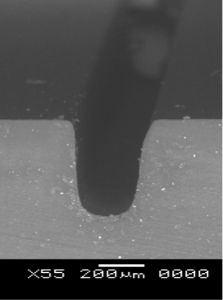
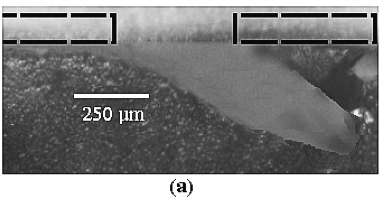
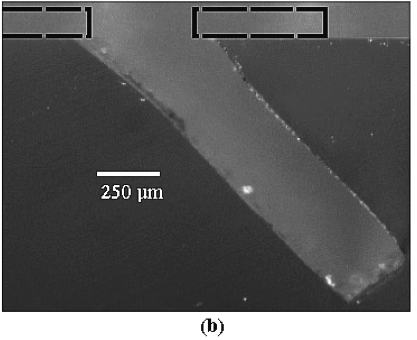
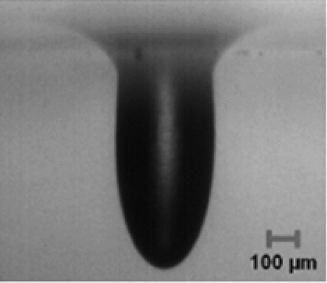
Examples of features we have machined using ASJM
This work is in collaboration with Dr. Jan Spelt at the Department of Mechanical and Industrial Engineering at the University of Toronto.
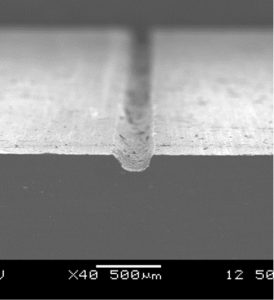
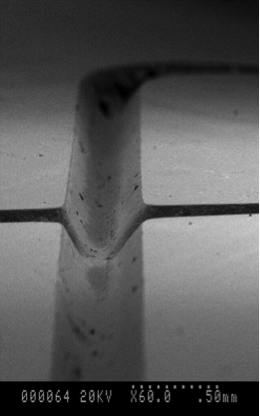
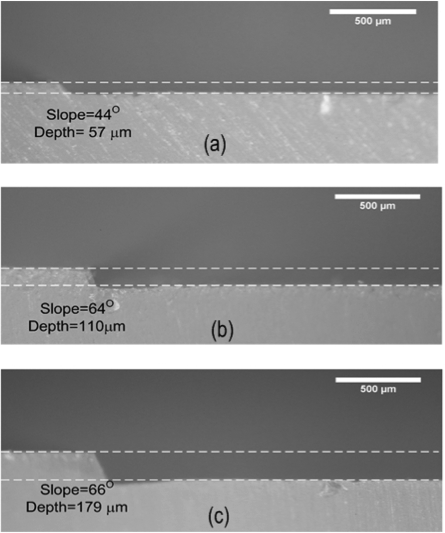
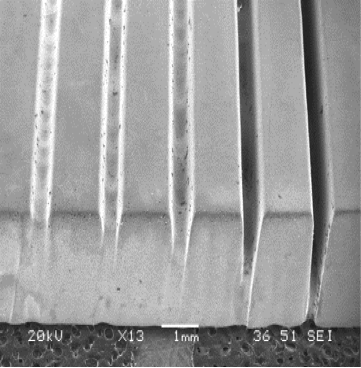
Examples of features machined in our lab using AWJM
Modeling of Machined Surface Evolution
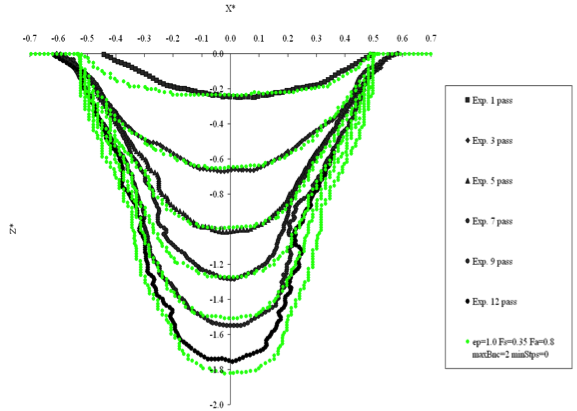
We specialize in developing analytical, numerical, and simulation based process models that allow us to predict the size and shape of features micro-machined using these technologies, as a function of process parameters such as particle size, shape, velocity, etc. Much of our work is made possible by the generous support of the Natural Sciences and Engineering Research Council of Canada (NSERC) and Canada Research Chairs (CRC).
Our group develops techniques to measure and predict jet erosive efficacy, which depends on particle velocity, size, and flux distribution to the surface, allowing for more accurate prediction of surface evolution.


We have developed level set methods to solve the nonlinear partial differential surface evolution equation whilst accounting for mask wear. These have allowed us to make the first predictions of truly three-dimensional eroded machined shape.

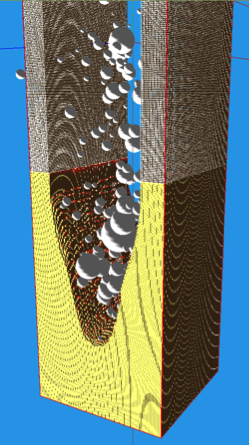
We also developed in-house cellular automaton virtual machining simulations that contain algorithms to track individual particles as they impact, ricochet, and collide with other particles. These simulations can track millions of particles simultaneously and allow both the target and the mask (if present) erosion to be simulated on a per-particle impact basis, allowing for particle to mask ricochet, particle second strike, and particle spatial hindering effects all to be simulated simultaneously.
The following video shows an example of our in-house codes to track abrasive jet particles, their ricochets, and collisions with other particles.
The following video shows an example of our in-house cellular automaton based virtual machining simulations. The jet is incident at a 45° angle onto a circular opening in a mask (green) to erode Borofloat glass (red).

Please see the publications tab at the top of the page for more information.